



自動化と人材育成—。自動車産業に関わらず、あらゆる製造現場において共通の課題となっている。人手不足は深刻化しており、課題解消に自動化、省力化は欠かせない。いかに若手に技能を伝承していくかも喫緊の課題となっている。一方で、…
三光化成 エアと水のハイブリッド冷却【特集:金型づくりで広がる金属AM活用】
ラティス構造を採用し、材料費と造形時間を削減
自動車関連を中心に6000品目を超える樹脂成形部品を生産する三光化成。ソディックの金属3Dプリンタ「OPM350L」を活用し、水とエアを冷却媒体として活用する「ハイブリッドコンフォーマル冷却」や、金型にラティス構造を採用するなど新たな金型作りを進めている。
プリンタの導入後5年の知見を経て、現在製作するハイブリッドコンフォーマル冷却は設計の工夫や金属3Dプリンタならではの構造を盛り込んだ。まず入れ子部には冷却媒体として水を流す水管を配置した。
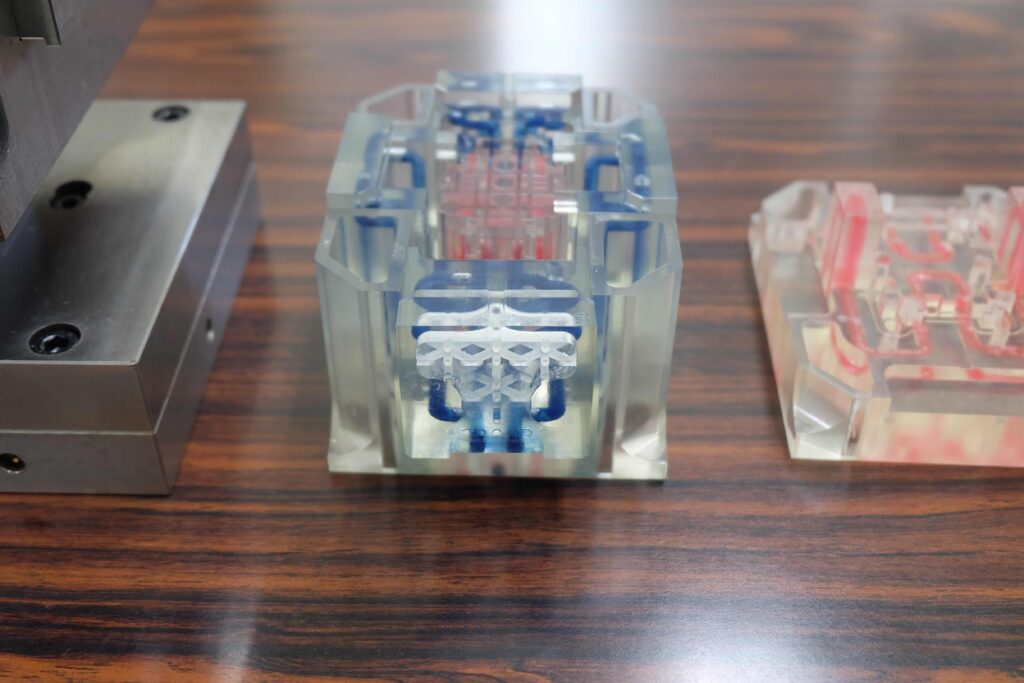
一方、「スライドコアにも熱がこもるが、レイアウト次第でスライドコアに冷却回路を配置する事自体が困難となる。エア冷却でも効果があるのではないか」(金型工場の橋本寿工場長)と考え、4分割したスライドコア部にはエア冷却を配置した。
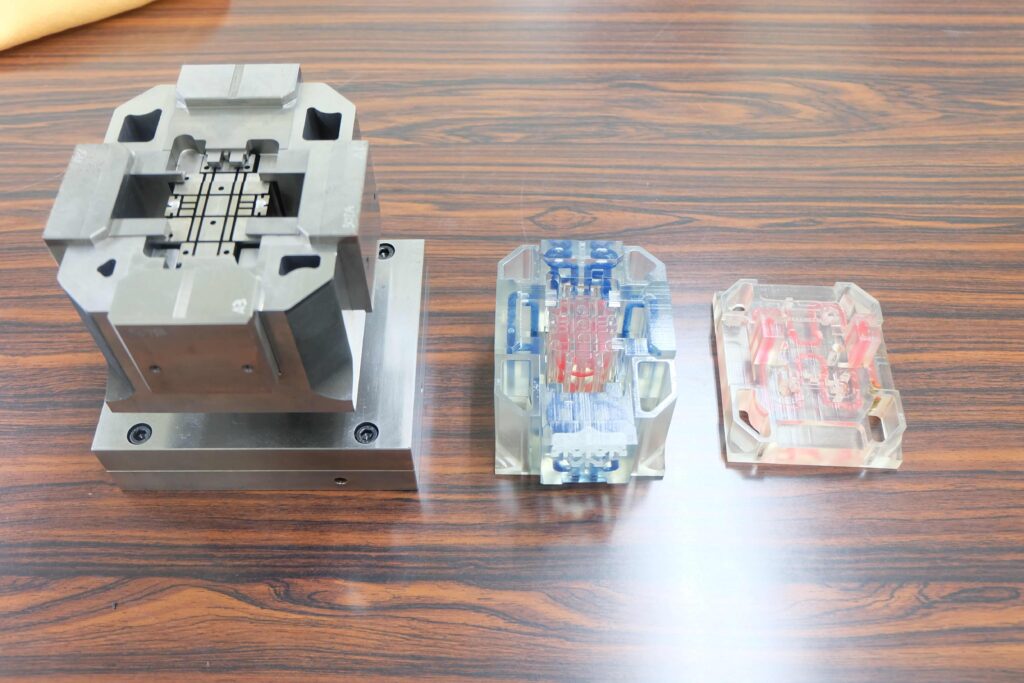
金型の一部にはラティス(格子状)構造を採用しているのも大きな特長だ。狙いは、高密度に材料を積層しないラティス構造による「高価な材料費の削減」と「造形時間の短縮」だ。「金型の強度さえ担保できるなら、内部が空洞だっていい」と割り切り、ラティス構造を採用。同じ理由で、ラティス部以外にも空洞を多く設けた結果「かなりの造形時間と材料が削減できた」という。
また、「保温効果」という副次的なメリットも生んだ。ラティス構造は造形部の表面積が大きくなるため、「『空気の壁』のような役割を果たし、余分な熱の伝達を防げている」。さらに、縦横斜めに造形するので、宙に浮く部分を造形するオーバーハング対策にもなっているという。
こうして製作した金型の冷却効果は非常に高い。従来10ショット程度で132℃まで上昇していた型温が、約85℃で安定。また、金型のダウンサイジングにも成功した。従来の金型では、スライドコアに冷却回路を配置すると、入れ子同士の距離が必要となるため「2個取りが限界だった」。しかし、今回の金型では「4個取りが可能なうえ、金型サイズも相対的に小さくできる」と話す。
金属3Dプリンタを積極的に活用する三光化成。だがこれで終わりではない。現在も「新たな構造を持った金型部品の製作に挑戦している」という。
自らの経験を踏まえ、橋本工場長は金属3Dプリンタでの金型活用についてこう話す。「従来の金型は『削りだす』ことが前提。しかし、金属3Dプリンタは『盛る』技術。そのため、これまでと異なる設計思想が必要だが、その分可能性も大きい」。
金型新聞 2023年11月10日
関連記事


100年に一度の変革期 どうする金型づくり エンジン、トランスミッション、カムシャフト、最近では電池やモータなど、自動車を動かすほぼ全ての内蔵部品の金型を手掛けるトヨタ自動車のパワートレーン工機部。豊田章男社長が「自動…

12000tの金型に対応 大型のダイカストマシンで、アルミ部品を一体鋳造する「ギガキャスト」。トヨタ自動車やリョービが参入を表明し、注目を集めている。ただ、国内でギガの量産金型を手掛けた企業はほとんどない。 三重県の共立…

キヤノンモールドが発足したのが2007年。前身のイガリモールドとキヤノンの金型部門で伝承されてきた技能や最新技術など互いの得意分野の融合を図ってきた。「新しい価値を生み出す金型メーカーを目指したい」と語る、昨年4月に同…

ユーチューブでものづくりの魅力伝える 「皆さん、どうもこんにちは」。動画投稿サイト「ユーチューブ」で、自身を模したキャラクターとアニメーションにのせてものづくりの基礎知識を解説する。話題は自身が手掛ける冷間圧造金型に関…
トピックス
関連サイト


