

フロントピラー、ドアサッシなど自動車を構成するインナー部品向けプレス金型を手掛けるファベスト(群馬県太田市、0276・33・7001)。荒から仕上げまでほぼ全ての工程でMOLDINO(モルディノ)の工具を使用する同社は、…
牧野フライス製作所 形彫放電加工時間を半分に【特集:放電加工〜最新技術はこう使え〜】
噴流制御と細穴加工機活用、ノージャンプ加工で「倍速放電」
牧野フライス製作所は電極内部に設けた細穴からオイルを供給し、加工液内に噴流を発生させ、スラッジを効率的に排出することで、形彫放電の加工時間を大幅に短縮する「倍速放電」を提案している。大型の金型の形彫放電加工時間が半分程度になるという。
大型の深いリブ形状などの金型の形彫放電では導電性の高いグラファイトを電極に使うことが多い。それでも数日の加工時間を要することがある。

理由の一つがスラッジを排出するためのジャンプ加工。「底面に溜ったスラッジを適切に排出しなければ二次放電が起きる。それを防ぐため、電極をジャンプさせることで清浄な加工液を流し込み、スラッジを排出する。このジャンプ加工に時間が掛かっていた」(EDM事業部の根本政典シニアスペシャリスト)。
昨秋に開発したサンプル電極では独自技術を活用し、ジャンプを行わない「ノージャンプ加工」を実現。大幅な加工時間短縮を可能にした。
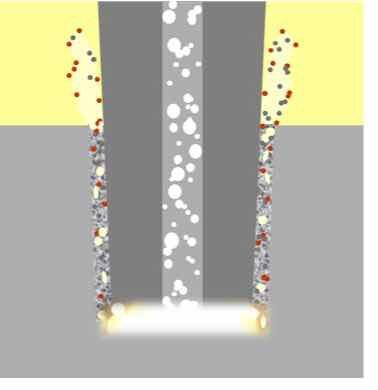
まず、同社の細穴加工機「EDBV8」で、先端部が1㎜のリブ形状の電極に0・6㎜の多数の細穴を加工。その穴からオイルを供給(写真)し、自動で高速の噴流を発生させることで、ジャンプ加工を不要にした。
燃費の向上や環境負荷の低減に直結する車体の「軽量化」を推進するには、目に触れないリブを薄くして強度を上げる高度な手法が用いられる。
通常噴流用の穴は電極に垂直(加工方法)に開けているが、この状態では加工後の金型に突起物が残ってしまう。ロータリーテーブルを使用し、斜めに開けることで突起物を小さくすることが可能となった。
さらに噴流の圧力や加工条件をワークに合わせて最適化する技術を開発。大型型彫放電加工機「EDNC6」にこの技術を実装し、先の電極で加工した。
この制御技術は「EDNC6」など大型加工機への実装がメイン。今後は「より緻密に制御できるようにして、小型や精密分野での活用に広げたい」(根本氏)。
金型しんぶん2025年12月10日号
関連記事


受託などサービス拡充 AMに必要なデザイン設計や材料、各種3Dプリンタ積層造形装置メーカーなどで構成される「日本AM協会」は近畿経済産業局施策「kansai‐3D実用化プロジェクト」で具体的なAM活用検証を行い、成果を発…
外径Φ100mmのステータコアを一体加工、連続生産100万ショットを実現 プレス金型から加工までを手掛けるナカムラマジック(長野県上伊那郡、0265・79・3880)は、アモルファス(非晶質)合金を使用した外径Φ100m…

高い鏡面性を実現 熱処理から表面処理まで独自技術を持つリヒト精光(京都市南区、075-692-1122)はインターモールド2022大阪でエジソンハード処理(新ガス窒化処理法)の新技術を披露した。成形時のキズや摩耗の激しい…

自動化から情報収集まで一気通貫でシステム構築 エンシュウコネクティッド(浜松市南区、053-447-2189)は、自動化・デジタルに強い「モノづくりSIer」として4月1日に設立された。機電一体で、ロボット導入も含む設備…
トピックス
関連サイト


