



シンクビジョン(静岡県浜松市、053・437・5691)はこのほど、生産管理システム「cycleon(サイクロン)」の新バージョンを発売した。見やすい画面配置や操作性の強化など、現場の作業者の使いやすさを追求した。 …
大貫工業所 油圧機能内蔵での深絞りプレス成形【金型テクノラボ】
次世代自動車用小型モータやセンサ、産業用ロボットの圧力制御機器などの筐体に用いられるステンレス製の深絞り加工品は今後需要増加が期待される一方で、時期割れの発生や工程の複雑化などの加工課題も少なくない。大貫工業所が開発した油圧機能内蔵金型によるプレス成形技術は、これらの課題を解決し、より安価にステンレスの深絞り加工を可能にする。
工程の複雑化によるコスト高が課題
電動化や自動運転などによって、自動車に搭載されるセンサやモータの数が増加するのに伴い、それらを収めるケースの需要も増加している。これらのケースには錆びにくく、耐熱性に優れるステンレス鋼が多く採用されており、ステレンスの深絞り加工品は今後さらなる需要の高まりが期待されている。
一方で、SUS304などのオーステナイト系ステンレス鋼の深絞りプレス加工品は、マルテンサイト変態が起こるため、加工後に発生する時期割れや応力腐食割れが大きな課題となっている。これまでは温間プレス工法や、中間焼鈍(しょうどん)を行う冷間プレス工法、対向液圧工法などが用いられてきたが、工程の複雑化によるコスト高や、熱による変形などの問題があった。
微量の油で加工できる金型を開発
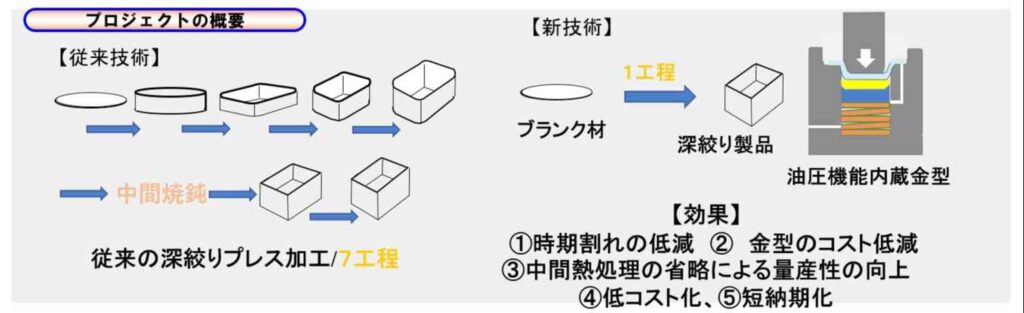
そこで当社が新たに開発したのが、油圧機能内蔵金型による深絞りプレス成形技術。油圧機能内蔵金型とは、被削材とノックアウト間にオイル溜めを有し、ダイと被加工材の間の油膜切れを防止する金型で、微量の潤滑油でプレス成形を行うことができる。通常の金型の2倍ほどの量で加工でき、対向液圧工法に比べると大幅に潤滑油の使用量を抑えられる。
また、ダイにヒーターを内蔵し、パンチには冷却回路を組み込んでいるため、金型温度を最大200℃程度まで加熱、マイナス20℃まで冷却が可能。そのため、金型内で熱をかけながらプレス成形を行うことができる。
絞り加工を7→1工程に短縮
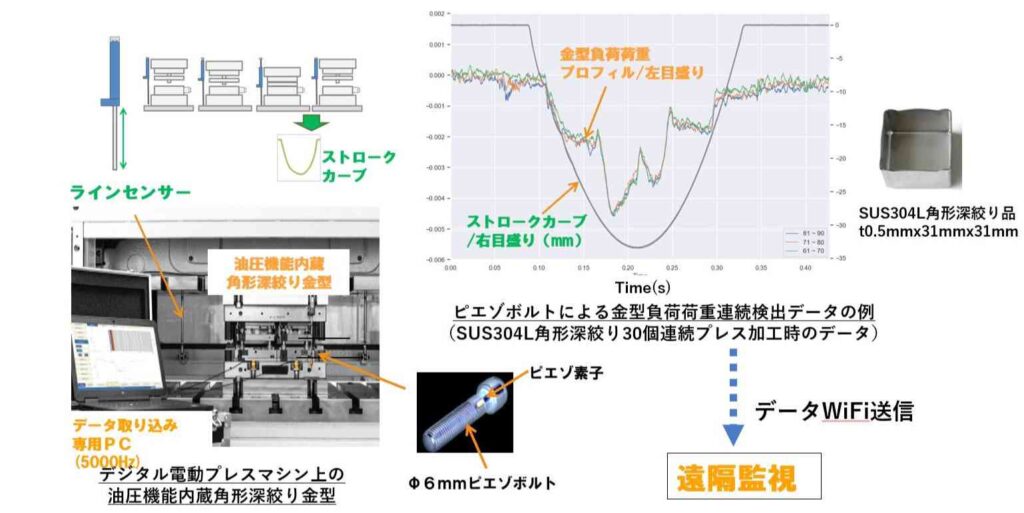
この油圧機能内蔵金型をデジタル電動プレスマシンに搭載してプレス成形を行うことで、深絞り加工品を大量に低コストで生産することが可能になる。31㎜×31㎜のSUS304L角形深絞り加工品(板厚0.5㎜、深さ18㎜)では、目標プレス速度60SPMという加工条件で、従来7工程必要だった深絞り工程が1工程と大幅に短縮できた。
工程が大幅に短縮されることで、トランスファー搬送よりも安価で汎用性の高いAIロボットによる自動搬送も可能。生産性の大幅な向上が期待できる。
時期割れ、応力腐食割れを防止
このプレス成形技術で加工することで、中間焼鈍無しでも課題だった時期割れや応力腐食割れを防ぐことが可能。フェライトスコープやX線回析などによる検査・分析の結果、加工品の断面ミクロ組織はオーステナイト組織であり、オーステナイト残留率は100%だった。
これにより、材料歩留まりや製品歩留まりが高まり、量産性が飛躍的に向上する。加えて、金型コストは従来の2分の1に低減し、量産品の短納期化も実現する。
さらに、金型にはφ6㎜のボルト型圧電式荷重センサ「ピエゾボルト」を内蔵。プレス加工時の金型にかかる負荷荷重を常時リアルタイムで検出できる方式を確立した。金型の異常検出や遠隔監視に応用でき、IoT化や無人化につなげることも可能。今後は温度センサを搭載し、より詳細に金型の状態を監視できる仕組みを検討している。
オイルレス化実現する技術開発に取り組む
すでに次世代自動車向けや産業用ロボット向けの部品などで実用化されており、量産品も手掛けている。
今後はダイスに特殊なダイヤモンドコーティングを施し、潤滑油を一切使用しない完全オイルレスでプレス成形できる技術の開発を目指している。現在はコーティング技術と装置の開発に取り組んでおり、完全オイルレス化によって脱炭素化の実現に貢献する。
大貫工業所
- 代表取締役
- 大貫 啓人氏
- 茨城県日立市森山町5-10-8
- TEL:0294-53-3821
記者の目
ステンレスの深絞りはプレス成形の中でも特に加工難度が高い。低コストで時期割れを発生させずにプレス成形できるこの技術は、次世代自動車部品などの生産効率の向上にも大きく貢献する。今後、オイルレス化の技術が確立されれば、さらなる技術革新が進むだろう(平)
金型新聞 2022年9月10日
関連記事

超精密、高精度、短納期、長寿命化—。こうした高度化する金型へのニーズに対応するには、あらゆる加工技術や素材技術が必要だ。中でも、鏡面性が得られるのか、離型性が高いのか、長寿命化が図れるのかなど、金型の本質的な機能に直結…

3Dプリンタを製造装置として利用したいという要望が急速に増えている。また、製造DX(デジタルトランスフォーメーション)をサポートする重要な技術のひとつとして、再度注目を集めている。本稿では製造活用の中でも、真空成形におい…

ボトルコースター発売 愛飲家やギフトに 歯ブラシのプラスチック金型を手掛ける武林製作所(大阪府八尾市、072・998・1207)は、自社ブランド「ITADAKI」のボトルコースターを発売した。富士山のフォルムや細かな花の…

熟練作業者の高齢化に伴い、製造現場での人手不足が進む中、金型のCAM工程でも作業効率の向上や技能伝承の効率化が課題となっている。こうした課題を解決するのが、「NCBrain AICAM(エヌシーブレイン エーアイキャム)…
トピックス
関連サイト


