


ギガキャストに対応 大同特殊鋼はこのほど、ギガキャストに対応した熱間金型用鋼「DHA‐GIGA」の販売を開始した。超大型のダイカスト金型に求められる焼入性を飛躍的に向上。従来の金型用鋼に比べ、使用中の割れを抑制できる。こ…
デジタル技術と金属積層による金型補修【金型テクノラボ】
我々の生活の中で使われるものの多くは金型から成形され、製造されている。多数の製品を成形する金型は摩耗し、損傷するが、その補修に関する工程のほとんどが手作業で行われているのが現状である。ここでは、デジタル技術と金属積層技術を組み合わせた金型補修の取り組みについて紹介する。
従来の金型補修とその課題
金型損傷の発生は成形品の材質の固さによるところが大きい。度合いにもよるが、新規で金型を製作するのは非常に高額で時間もかかるため、損傷した金型はすぐに廃棄されず、損傷部分に対する溶接などで修復され、再び成形品の生産に利用される。これを一般的に金型補修と呼ぶ。
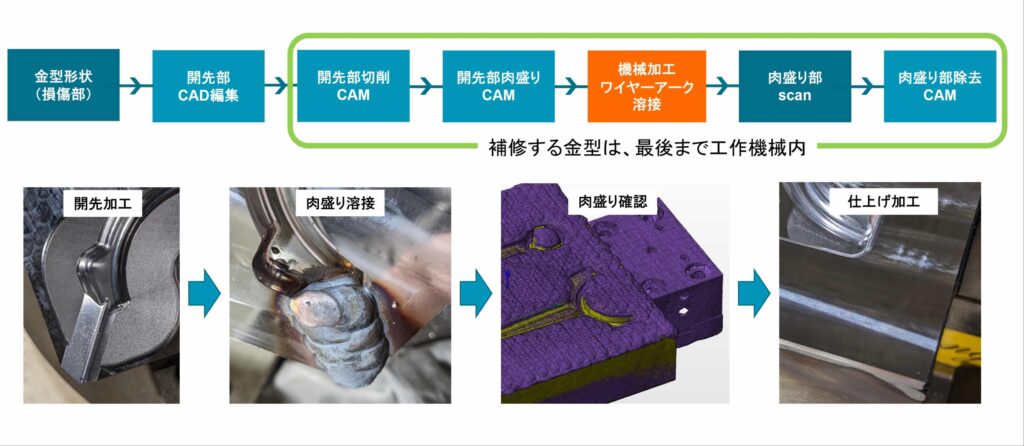
金型補修の際、損傷部分に対して開先加工と肉盛り溶接を行う。この2つは従来手作業で行われているが、職人の高齢化と人材不足により、製造現場では技術の伝承に課題を抱えている。また、手作業による品質のバラつきから、前工程への手戻りといった問題も発生している。

肉盛り溶接を行った後はCAMを用いて肉盛り部分の除去と仕上げの加工プログラムを作成し、肉盛りした金型をマシニングセンタ(MC)で切削加工する。肉盛り部分をノギスなどのハンドツールを用いて測定し、CADモデルを作成。素材形状(ストック)としてCAMに認識させ、荒加工プログラムを作成する。
肉盛り部分が複雑な形状になるほどCADモデルの再現が難しい。さらに安全マージンを過剰に見込んだ実形状よりも大きなCADモデルの作成が行われているため、実際の加工では肉盛り部分に刃物が当たらない状態で切削送り(エアカット)が多く発生し、加工時間が長くなるといった課題がある。
さらに大きく重量のある金型の場合では、クレーンなどによる移動が発生するため、ダウンタイムも懸念される。
金属積層とデジタル技術を活用した金型補修
従来の金型補修の課題を解決するため、次の5つのソリューションを組み合わせた金型補修の検討を行った。
①金属積層とMCを組み合わせたハイブリッド複合加工機
ヤマザキマザック(以下Mazak社)製のワイヤアーク式金属積層と5軸MCを組み合わせたハイブリッド複合加工機を使用した。本機は従来の溶接と同様の技術を使用しているため、材料の入手性や価格などメリットが多く、さらに肉盛り溶接技術を数値化して伝えることができる。
さらにハイブリッド複合加工機は開先加工から溶接による肉盛り、肉盛り部の除去、仕上げ加工までを一つの段取りで行うことが可能である。
②CAMによる金属積層プログラムの作成
3次元CAM「ESPRIT(エスプリ)」(Hexagon)を使用して金属積層のプログラムを作成した。工作機械情報や積層パラメータに入力してプログラムを作成することで安全なデータを作成でき、技術伝承を感覚ではなく設定やパラメータなどの数値で行うことができる。
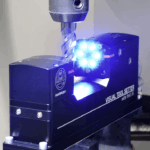
③肉盛り部のスキャニング
レーザスキャナを使用して、肉盛り部を正確にデジタルデータにすることが可能。また、三脚で持ち運びが容易なため、対象物を機械から降ろすことなく、スキャンできる(図1)。
④素材形状の作成と肉盛り状態の確認
レーザスキャナと直接接続が可能なCAD「DESIGNER(デザイナー)」(Hexagon)を使用し、CAMに必要な素材形状を作成する。スキャンデータと金型データを比較し、肉盛り状態の確認も行う。
⑤スキャンデータを活用した肉盛り除去のツールパス作成
④で作成した素材形状をCAMに認識させ、荒加工のツールパスを作成する。システムが肉盛り部を3次元的に判断するため、エアカットを抑えた加工を行うことができる。CAMのパラメータを事前に準備することで、NCデータ出力までを短時間で行うことが可能となる。
鍛造金型の補修を想定した実証実験
Mazak社の協力を得て鍛造金型の損傷を想定したワークを作成し、検討した金型補修プロセスに対して実証実験を行った。
プログラマブルに肉盛り溶接を行うことができ、機械からワークを外すことなく肉盛り後のスキャン、肉盛り除去、仕上げ加工を実施し、良好な表面も得ることができた(図2)。
Hexagon
- 執筆者:近藤 裕一氏
- 住所:東京都千代田区神田錦町2–2–1 ANDA QUARE16階
- 電話番号:03・6275・0871
記者の目
近年、原材料費の高騰やSDGs(持続可能な開発目標)の浸透などを背景に、金型補修のニーズは年々高まっている。その一方で、高度な補修技術を持った人材は減少している。需要が拡大する中、熟練技能に頼らない金型補修技術は今後ますます重要性が増していくだろう(平)。
金型新聞 2023年11月10日
関連記事


データ整形から運用まで支援 プレス金型を手掛ける中辻金型工業(大阪府東大阪市、06・6746・0056)は現場の「困った」を解決するナレッジ検索チャット導入・運用代行サービス『AI相談員 KnowL(ノウル)』を開始した…
繰り返し精度0・2μmで測定 精密金型の加工では、サブミクロン単位の寸法精度が求められる。切削工具の摩耗や刃先状態のわずかな変化が品質に直結するため、工具状態の正確な把握は欠かせない。また近年は、半導体や光学部品、医療機…

精密加工機「μV5」 三菱重工工作機械の公式製品紹介は、こちらから 現場の課題 自動車部品で、小径工具の加工が必要な金型が大型化。幅広いサイズの工具やワークに対応できる高精度なマシニングセンタが求められている。 提案・…
AIでNCプログラムの最適化さらに早く CGTech(東京都豊島区、03-5911-4688)はこのほど、NCプログラムで切削加工のシミュレーションを行う「ベリカット」の新版「9.1」を発売した。 今回のバージョンアップ…
トピックス
関連サイト


