



厚板・ハイテンに対応 三協オイルレス工業(東京都府中市、042-364-1471)はこのほど、最大加工力を同社従来品比約3.3倍の98.0kNに高めたカムユニット「SDCHL」を発売した。下置きタイプで、厚板材や高張力鋼…
フジ 金属AMで純タン造形、造形部位に積層可能
金型の耐久性向上
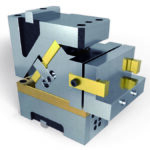
鋳造金型メーカーのフジ(埼玉県川口市、 048・224・7161)はこのほど、金属積層造形(金属AM)で純タングステンの造形に成功した。金属粉末を溶融しながら積層するDED(ダイレクト・エナジー・デポジション)方式で、溶損が激しい部位にタングステンを積層できる。金型補修に利用することで、金型の耐久性が向上。必要な部位にピンポイントで積層できるため、補修の材料費削減やリードタイム短縮も期待できる。

同社は、金属AMと5軸加工が複合したDMG森精機の「LASERTEC 65 DED hybrid」を活用し、タングステンの造形を行った。同造形機は、DED方式を採用している。金型で多く使われるPBF方式(パウダーベッド・フュージョン)と比較し、造形速度が早く、5軸の動きで自在に造形できるため、金型補修用途に適している。また、加工機能を備えているため、造形後に段取り替えも不要。金型補修がワンチャックで完結できる。
同社は2022年に同造形機を導入後、最初はSKD61粉末材などを活用し、金属AMでの製造実績を重ねていった。「タングステンの造形は難しいと言われていたため、ハードルが高かった。しかし、タングステンによる造形を求める顧客は多く、取り組みたいと考えていた」(吉田夏樹AM技術部部長)。
タングステンは融点が3,000度を超え、金属AMによる造形は課題が多かった。「造形後の割れや巣穴が発生しやすく、造形条件の設定がシビアだった。凝固速度も非常に速く、母材ごと割れてしまうケースもあった。何度もトライを重ね、ようやく成功に至った」(吉田部長)。
今後について吉田部長は「DED方式でのタングステン造形は他社事例が非常に少なく、大きな差別化要素となる。顧客からのニーズも多いので、これから販路を広げ、金型業界の革新と社会貢献をしていきたい」と話した。
金型しんぶん 2025年6月10日号
関連記事

EVや5G関連に提案 三井精機工業(埼玉県川島町、049-297-5555)はこのほど、カメラレンズや精密部品用金型などの微細加工向けマシニングセンタ「PJ303X」と、大型プレート加工に適したジグ研削盤「J750G」を…

日本ツクリダス(堺市南区、072-290-2223)は、生産管理システム「エムネットくらうど」に、金型部品などの加工案件それぞれについてチャットで会話できる機能を追加する。2023年2月末までにクラウド版の全ての利用者が…

ギガキャストで需要広がる 大型ダイカストマシンで自動車の構造部品を一体鋳造する「ギガキャスト」が注目を集めている。国内のダイカストマシンメーカーは型締力9000tのマシンを開発。海外では1万3000tで試作が行われるなど…
三菱電機(東京都千代田区、03-3218-2111)はこのほど、ファイバーレーザー加工機の上位機種「GX‐Fシリーズ」の性能をアップデートできるソリューションを提供していくと発表した。ユーザーは導入済みの機械本体に新技術…
トピックス
関連サイト


