



ギガキャストで需要広がる 大型ダイカストマシンで自動車の構造部品を一体鋳造する「ギガキャスト」が注目を集めている。国内のダイカストマシンメーカーは型締力9000tのマシンを開発。海外では1万3000tで試作が行われるなど…
加速する高硬度直彫り
工程短縮、精度安定に利点
超高張力鋼板やガラス繊維など成形材料が高度化していることから、HRC60を超える焼入れ鋼や超硬材を使うなど金型の高硬度化が進んでいる。こうしたニーズに合わせて、高硬度材料を効率よく高精度に加工できる方法の一つとして、直彫りする動きが加速している。最近では、工具メーカーや機械メーカーの技術革新も進み、超硬を切削したり、鏡面加工できたりとその領域もますます広がっている。
直彫りで磨きレス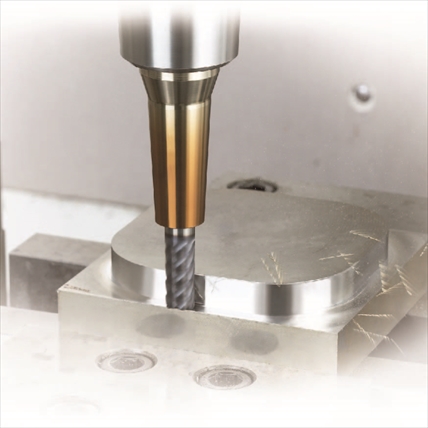
高硬度材を切削加工 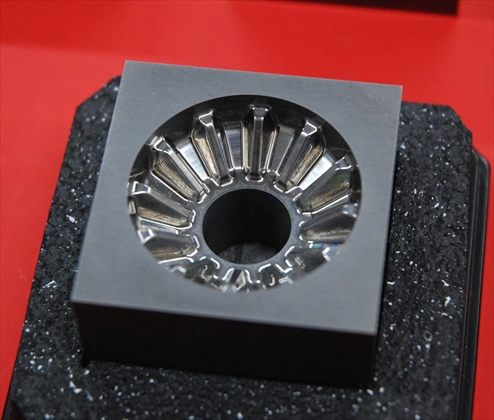
超硬合金を使った金型 
続々と登場する対応製品
高硬度材を切削加工 超硬合金を使った金型 続々と登場する対応製品
高硬度材を直彫りするメリットには「工程短縮」、「複雑化・高度化する金型への対応」、「最終精度の安定化」の大きく3つが挙げられる。これらの利点は、直彫りで磨きが不要になる「磨きレス」によるところが大きい。
まず「工程短縮」では、磨き工程が省けるため、単純に1工程少なくて済む。特に人の手が不可欠で、手間やコストが多くかかる磨き工程を削減できれば、全体の生産性向上につながるのは当然だ。
2つ目の「複雑化・高度化する金型への対応」は、手仕上げが難しい複雑な金型や、手磨きでは不可能な金型など、技術的に機械化せざるを得ない金型が増えてきたことが背景にある。最近では自動車のヘッドライトのような面粗度の高い金型のほか、長寿命化、離型性の向上のために「鏡面ピカピカ」に加工するニーズも高い。
最後の「最終精度の安定化」では、切削することで手仕上げによる加工精度のバラつきを抑えることができ、安定した精度が得られる。実際にこうした利点を活かして、金型づくりに取り組む企業も増えている。
ある電機メーカーの金型内製部門では、手磨きで不可能なナノオーダーの金型を要求され、直彫り化に着手。超精密加工を実現したのに加え「切削一発で鏡面に加工できるため、大幅な工程短縮、生産コストの低減につながった」と話す。
また、ある自動車部品メーカーの金型部門は、手磨きによる加工精度のバラつきをなくすために、直彫り化を進めている。技能差に加え、電極の加工誤差も反映されないため、より安定した精度での高品質な金型づくりを実現している。
こうした高硬度材の直彫りが可能となったのは、機械や工具メーカーの研究開発の賜物といえる。フレや振動の少ない高速加工機、PCD(多結晶焼結ダイヤモンド)やCBN(単結晶ダイヤモンド)工具、刃数を増やした工具など、高硬度材切削を支える加工技術も日々進化し続けている。
金型新聞 平成28年(2016年)7月4日号
関連記事


ゼロベースで知恵絞る 得意な分野で連携を 顧客の生産技術をサポート 日本金型工業会の学術顧問を務める、日本工業大学大学院の横田悦二郎教授は、日本のプレス金型の強みを「他の型種に比べ、技術の蓄積が生かせる部分が大きい」と…

脱炭素社会に向けた取り組みがものづくりで加速し、金型業界でもその動きが広がりつつある。先手を打つ金型メーカーの対応には大きくは2つの方向性がある。一つは、太陽光パネルの設置や設備の省エネ化などによる自社の生産活動でCO2…

自動化と人材育成—。自動車産業に関わらず、あらゆる製造現場において共通の課題となっている。人手不足は深刻化しており、課題解消に自動化、省力化は欠かせない。いかに若手に技能を伝承していくかも喫緊の課題となっている。一方で、…

金型、プレス加工メーカー3社を傘下に置く新栄ホールディングス(東京都中央区、中村新一社長)。金属プレス加工メーカーの新栄工業(千葉市花見川区)がM&A(合併・買収)で取得したアポロ工業(埼玉県吉川市)と飯能精密工…
トピックス
関連サイト


