



SNS投稿された個性的な作品 ジェイテクトはアマゾンが運営する電子書籍サービス「Kindle」において『ジェイにゃんテクニャン四コマ漫画』の配信を開始した。イラスト・マンガ・小説などの投稿・閲覧が楽しめる作品コミュニケー…
レーザパンチングで金属箔に連続穴あけ ワイヤード【金型テクノラボ】
自動車の電動化などによって、金属箔、樹脂フィルムへの穴あけ加工のニーズが増している。今後、量産化を実現していくためには、より高速に加工できる技術が求められている。レーザ開発ベンチャー企業のワイヤードは、金型レスによる金属箔や樹脂フィルムへの連続穴あけ加工を実現するレーザパンチング技術を開発した。同技術の特長を紹介する。
世界最高速のレーザ穴あけ加工
ワイヤードはレーザ開発ベンチャー企業。特に複数のドラム・ロールを使用して製品を製造・搬送するRoll to Roll(ロール・ツー・ロール)によるフィルムや金属箔などへの高速パターンニング・穴あけ・加飾などのレーザ開発に特化してきた。今までは高速で搬送されるフィルムや箔に穴加工、パターンニング加工を付与する技術は、金型や刃物に比較してレーザの加工速度は追随しないと思われてきた。
しかし、ワイヤードでは、一般的なレーザのスポット径であるφ10μm~φ20μmで直接穿孔するスキャナ機構「GHS(グランド・スキャン・システム)を開発。毎秒20万穴という世界最高速度を実現した。
一方で、スポット径以上の穴加工(φ500μm以上)の場合、レーザ光を円形に走査させて1穴ずつの加工となるため、プレスパンチ工法などに比較して生産性で劣るため、高速化が課題となっていた。
金属箔、樹脂フィルムへの穴あけが可能
近年の塑性加工技術では、従来不可能と思われていた微細穴の加工が可能になり、量産性のある高精度微細穴加工技術として注目されている。加圧方法の工夫や加工油の選択もさることながら、例えばレーザで表面にナノ周期構造を付与することにより、摩擦抵抗の軽減を図り、高精度金型加工技術とトライボロジーが融合した高機能金型も出現している。
一方で、厚み20μm程度の金属箔、樹脂フィルムなどへのロール・ツー・ロールでの高速多穴加工に対しては課題も多く、より精密でメンテナンスフリーの金型が求められるだけでなく、打ち抜き時の基材への加圧力による変形が生じる恐れもある。このような課題を解決するため。レーザでの直接パンチング技術を開発するに至った。
生産性が大幅に向上
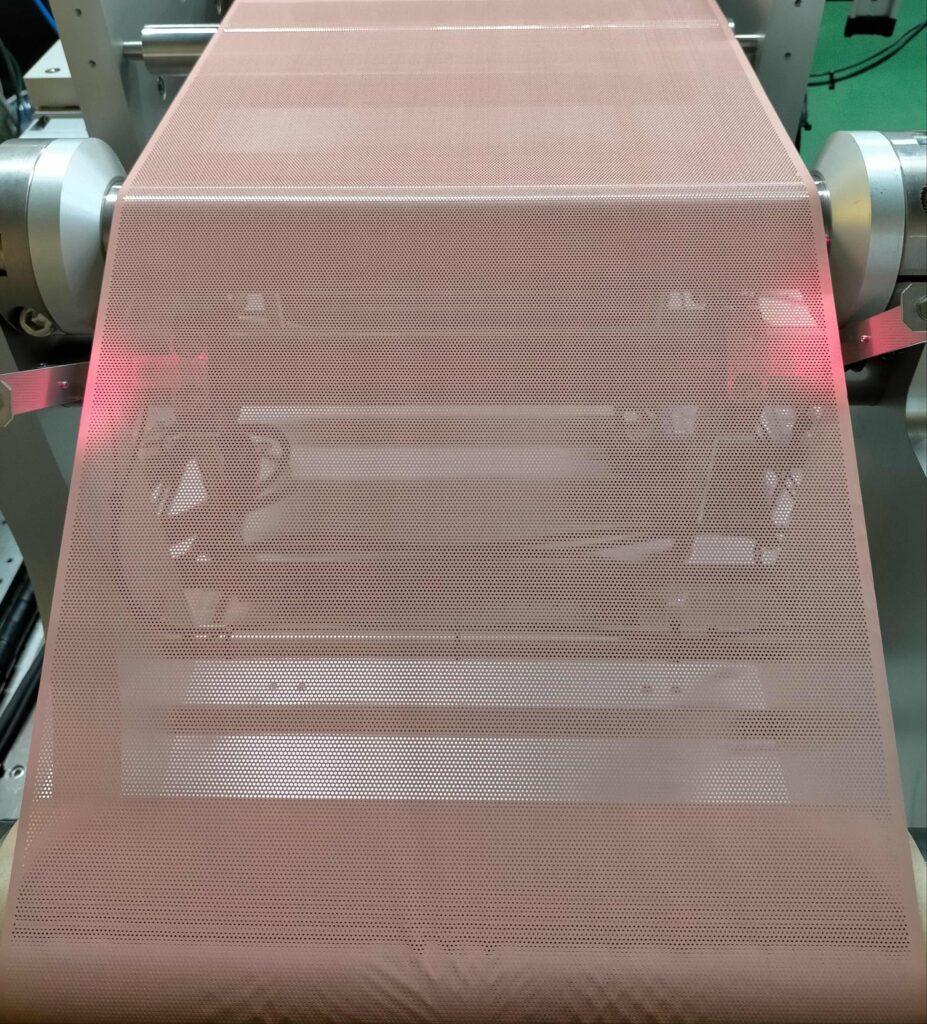
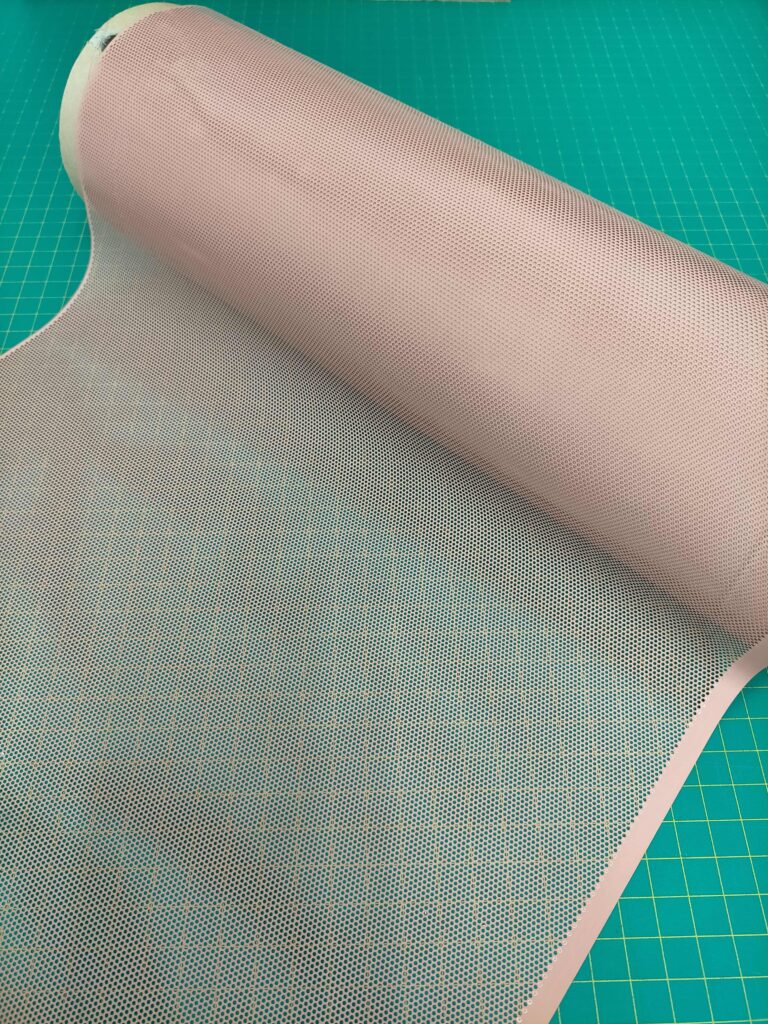
開発したレーザパンチング技術は厚み数μmから20μm程度の金属フィルムおよび樹脂フィルムに対して、φ500μ~φ1mmの穴を高速で加工できる。特筆すべきは搬送されるフィルムに対して300mmの距離を同時一列加工でき、生産性が大幅に向上した点。
また、実績値では穴の隔壁間が100μmの僅少の寸法であっても、同時加工が可能。加工後の基材の強度が許せば100μm以下の隔壁間隔も実現可能である。プレス金型で考えると、例えば、φ1mmのポンチが、100μmの間隔を空けて、272本一列に並んでいることになる。
レーザパンチング技術はわずかな隔壁間寸法でも多数の穴の同時打ち抜き加工が可能だが、その技術はワイヤードの高度なレーザ光学設計技術と高精度の搬送技術によって実現したもの。今後、二次電池、有機合成・分解などでの活用が期待できる。すでに特許申請しており、装置販売に加え、受託加工も検討している。
重要性増すレーザ加工技術
金属加工業界におけるレーザは切断や溶接に多用されている加工法であり、なじみの深い加工法。レーザの加工原理は材料の特性に合わせた波長やパルス幅を選択することで、材料内部の分子構造が破壊、溶融し、加工が開始される。最近では超短パルスレーザの金型への加工技術も発達し、現場への採用は多くなるものと想像する。最終的には金型技術を採用するにしても、例えば金型が立ち上がるまでの補完技術としてレーザを活用する方法も考えられる。優れた加工技術者の技術承継やDXの普及を考えるとき、レーザ加工技術は必要な技術となるだろう。
ワイヤード
- 執筆者:佐藤 龍氏
- 住所:新潟県三条市北新保2–4–15
- 電話番号:0256・47・1255
記者の目
自動車の電動化などによって、これまでとは異なる加工ニーズが増している。従来の金型技術だけでは対応できない案件も少なくない。今後、さまざまな市場ニーズに対応するためには、金型メーカーもこうしたレーザ加工などといった新たな技術をこれまで以上に取り込んでいく必要があるだろう(平)。
金型新聞 2023年6月10日
関連記事


3Dプリンタを製造装置として利用したいという要望が急速に増えている。また、製造DX(デジタルトランスフォーメーション)をサポートする重要な技術のひとつとして、再度注目を集めている。本稿では製造活用の中でも、真空成形におい…
幅広い被削材で安定加工 オーエスジーはこのほど、高性能油穴付き超硬ドリル「ADOX」を発売し、好評を得ている。 独創的なオイルホール形状「MEGA COOLER」によりクーラント吐出量を最大化。「R Gash」との相乗効…

WEB上で保全履歴やパーツ見積依頼 ジェイテクトは工作機械のアフターサービス強化として、サイトからWEB登録すると、所有機一覧や修理点検履歴、パーツ購入履歴など閲覧できるWEBサービスを始める。さらに、有料のM2Mサービ…
meviy(メヴィー) ミスミの公式製品紹介・お問い合わせは、こちらから 現場の課題 2020年4月から働き方改革関連法の時間外労働規制のルールが中小企業に対しても適用されるようになり、各社対応に迫られている。生産性向…
トピックス
関連サイト


